
30
2022
-
03
Introduction to Wall Thickness Deviation of Aluminum Profile
Classification:
【Summary description】The wall thickness of aluminum alloy profiles is one of the main indicators of profiles, and both door and window profiles and curtain wall profiles have a nominal wall thickness. 55 series doors and windows, with a nominal wall thickness of 1.4mm. There is a deviation between the actual measured wall thickness of the profile and the nominal wall thickness, and the measured wall thickness often does not exactly match the nominal wall thickness value, such as 1.4mm measuring 1.42mm. So why is there a bias? Below is an introduction and explanation.
The wall thickness of aluminum alloy profiles is one of the main indicators of profiles, and both door and window profiles and curtain wall profiles have a nominal wall thickness. 55 series doors and windows, with a nominal wall thickness of 1.4mm. There is a deviation between the actual measured wall thickness of the profile and the nominal wall thickness, and the measured wall thickness often does not exactly match the nominal wall thickness value, such as 1.4mm measuring 1.42mm. So why is there a bias? Below is an introduction and explanation.
1、 National standard regulations for wall thickness of aluminum profiles
The standard for building aluminum alloy profiles is GB/T5237.1-2017, and the national standard specifies that the wall thickness dimensions of profiles are divided into three groups: A, B, and C. See Figure

In actual production, Group A is commonly referred to as wing wall thickness, while Group BC is collectively referred to as cavity wall thickness (cavity wall thickness). The wall thickness deviation is divided into ordinary precision level, high precision level, and ultra high precision level. The higher the precision level, the smaller the deviation value of wall thickness. The ultra-high precision deviation value of the profile wall thickness is ± 0.09mm, and the deviation value between Z large and Z small is 0.18mm. Taking a wall thickness of 1.4mm as an example, a wall thickness of 1.31mm to 1.49mm meets the requirements.
2、 Introduction to Aluminum Profile Extrusion Mold
The manufacturing material of the mold is mostly mold steel H13 (4Cr5MoSiV1), with good comprehensive mechanical properties. The mold processing process is as follows: cutting → lathe → marking → rough milling → drilling → rough grinding of diversion holes → heat treatment → surface grinding → precision milling → wire cutting → electric discharge → upper and lower mold precision grinding → polishing → assembly. The following figure shows the sectional view of the profile and the schematic diagram of the mold.
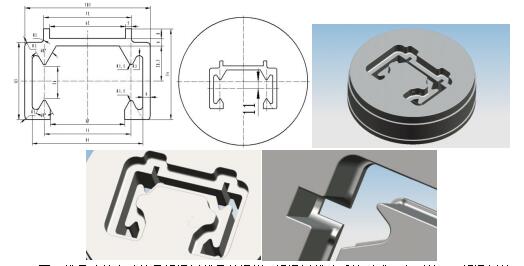
The gap in the mold hole shown in the diagram is the channel through which aluminum passes through the mold, forming a certain shape after passing through the mold hole. The path through which aluminum passes is the working zone of the mold. The working belt is flat and smooth, and the surface of the extruded profile is smooth. The width of the gap in the mold hole determines the wall thickness of the profile, and the smaller the gap, the thinner the wall thickness.
3、 Maintenance of extrusion molds
The extrusion process of aluminum profiles refers to the process of forming aluminum through mold holes under high temperature and pressure. When the metal aluminum passes through the working strip during the production of the mold, it will cause friction on the surface of the working strip. If the friction is severe, it will lead to an unsmooth, rough, and textured surface of the outgoing profile. Therefore, after passing a certain amount of aluminum on the mold, the mold needs to be unloaded, maintained, and polished.
Polishing is the use of tools such as files and sandpaper to remove wear marks on the work strip, making the surface of the work strip smooth and traceless. The polishing operation will reduce the thickness of the working strip and grind it off, which means that the gap between the mold holes will increase slightly, with each polishing gap increasing by approximately 0.01mm. The mold needs to be polished every time it is machined. For the wall thickness of aluminum profiles, once the mold is machined, the wall thickness will become thicker.
In order to enhance the surface hardness of the work strip and reduce the wear of aluminum on the work strip, the mold should be nitrided. After nitriding treatment, a nitriding layer will be formed on the surface of the working strip of the mold, thereby improving the hardness of the mold and reducing wear.
4、 Control standard for profile wall thickness
There is processing deviation in mold processing, and there is a deviation between the extruded profile wall thickness and the theoretical wall thickness, which is generally controlled within the range of 0.05mm. The extrusion speed also has an impact on the wall thickness of the profile, with a difference of approximately 0.02mm between fast and slow speed in wall thickness.
According to the GB/T5237.1 standard, the high precision level of profile wing wall thickness is ± 0.13mm (deviation range 0.26mm), and the ultra-high precision level is ± 0.09mm (deviation range 0.18mm). The thickness range of the mold from the initial wall thickness of Z to the wall thickness exceeding the standard is the service life of the mold. If the interval is small, the service life of the mold is low, the number of profiles produced by the mold is small, and the production cost of the manufacturer is high.
The reasonable wall thickness control standard for profiles should be controlled from multiple aspects such as mold design, mold processing, and extrusion production. The wall thickness deviation range of the mold is 0.18mm for ultra-high precision, and most manufacturers can implement this standard. Some manufacturers can control it within 0.15mm, and the cost increase will not be too much. If controlled within 0.10mm (with a wall thickness deviation of ± 0.05mm), manufacturers will face cost challenges.
Contact Us
Address: 50 meters north of Industrial Avenue, Mianchi County, Sanmenxia City, Henan Province
